

















 当前位置:
当前位置:

 公司头条
公司头条 推荐产品
推荐产品


 推荐新闻
推荐新闻

 在线留言
在线留言 详情内容
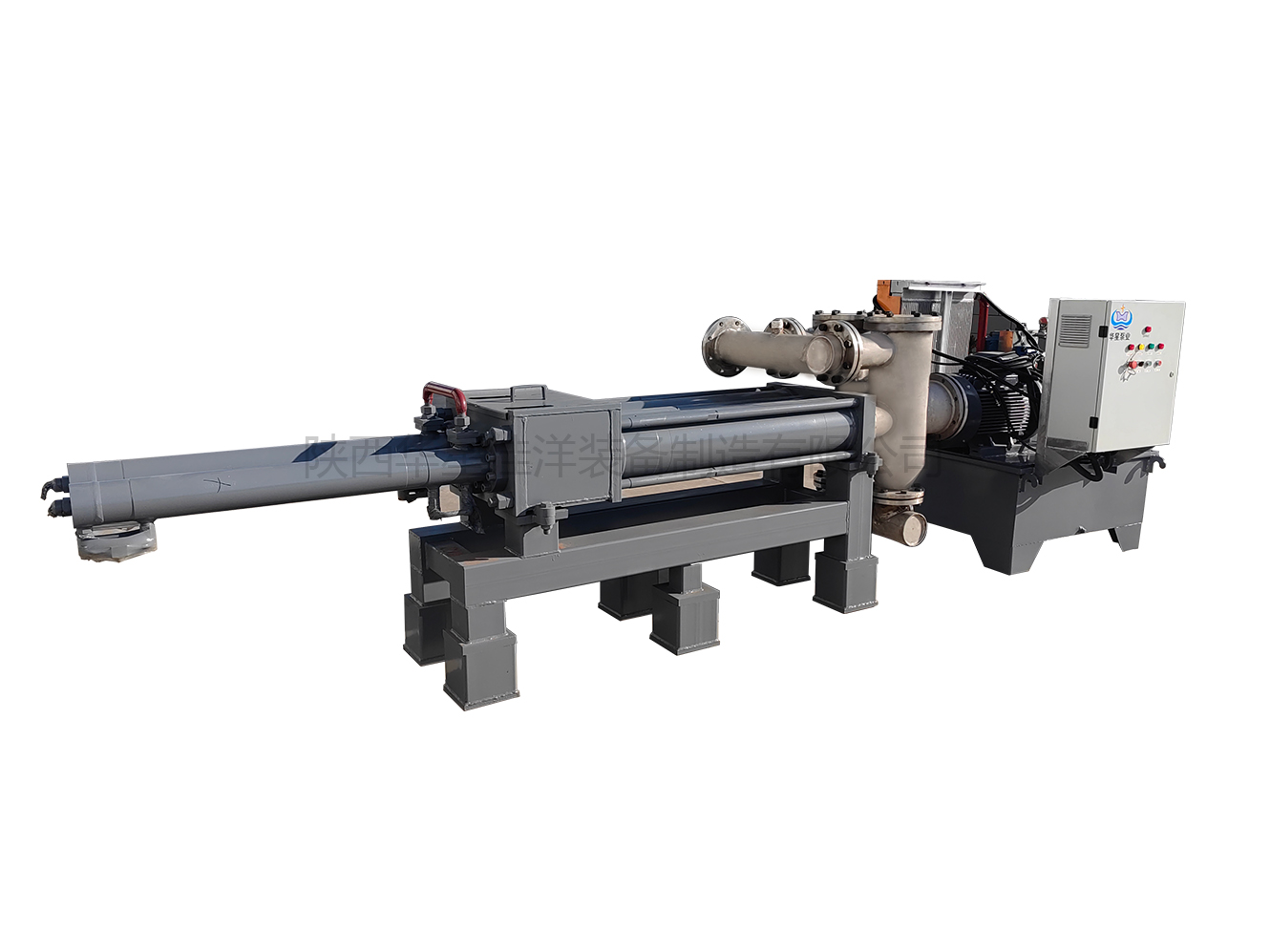
详情内容 隔膜压滤机进料压力和速度的控制至关重要,关乎过滤效果、设备寿命等,以下是具体控制方法:
进料压力控制
依据物料特性:对于粘度大、颗粒细的物料,如钢铁炼轧行业中一些含细颗粒的废水污泥,初始进料压力要低,在 0.2-0.3MPa 左右,防止颗粒堵塞滤布孔隙,随着滤饼逐渐形成,再将压力缓慢提升至 0.6-0.8MPa。对于粘度小、颗粒大的物料,初始压力可适当高些,在 0.3-0.4MPa,..终压力可达到 0.8-1.0MPa。

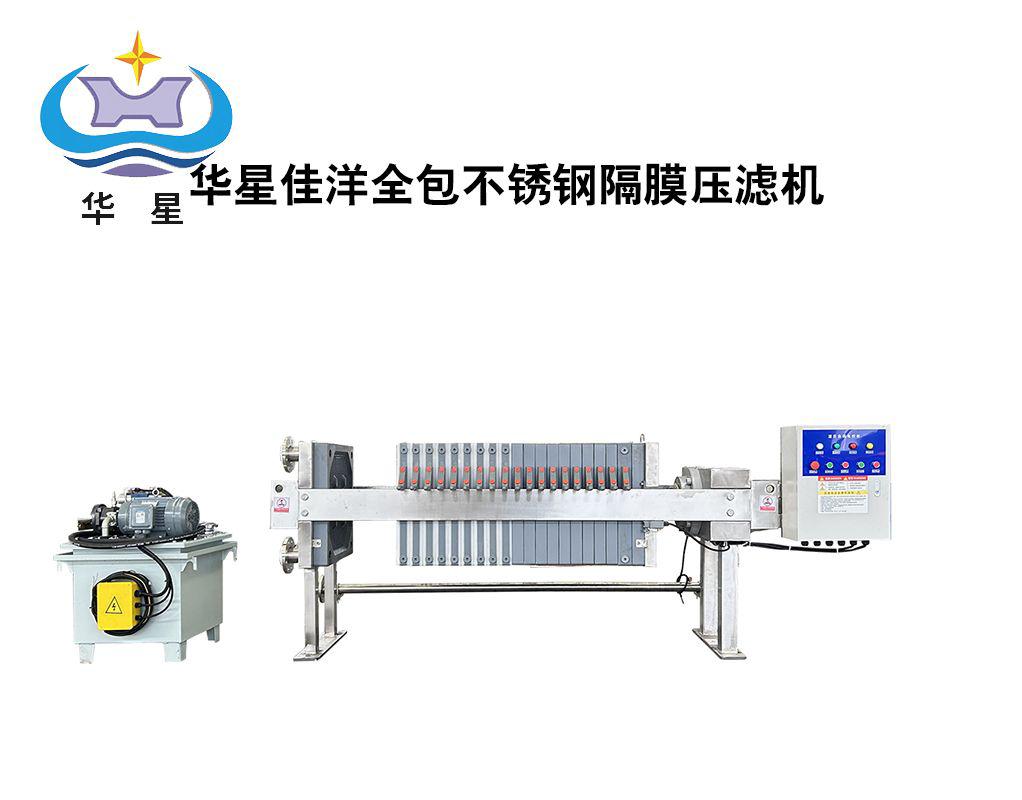
参考设备性能:不同型号和规格的隔膜压滤机,其耐压能力不同。小型压滤机一般工作压力在 0.4-0.6MPa,大型压滤机可承受 0.8-1.2MPa 甚至更高压力。要根据设备的额定压力来控制进料压力,一般不超过额定压力的 80%,以..设备安全运行。
根据过滤阶段:过滤初期,滤布表面还没有形成滤饼,为防止物料冲破滤布或造成滤布局部损坏,进料压力应较低。当滤饼逐渐形成并达到一定厚度后,可逐步提高进料压力,以克服滤饼阻力,使过滤过程持续进行。但在接近过滤终点时,压力不宜再大幅提升,以免对滤饼结构造成破坏,影响脱水效果。
借助压力监测装置:在进料管道上安装压力表,实时监测进料压力。根据压力表显示的数值,通过调节进料管道上的阀门开度或进料泵的频率等方式,来..控制进料压力,使其保持在设定范围内。
进料速度控制
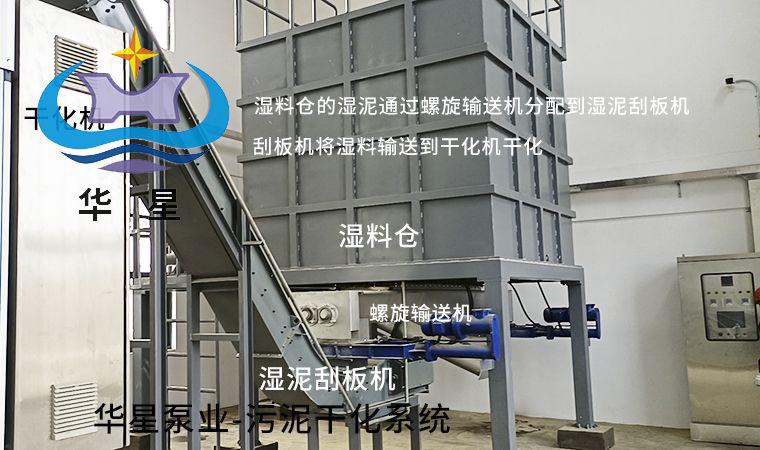
基于物料性质:流动性好的物料,进料速度可以快一些,如一些经过预处理后杂质含量较低、流动性较好的钢铁废水,进料速度可控制在 30-50 立方米 / 小时。而对于流动性差、易沉淀的物料,进料速度要慢,一般在 10-20 立方米 / 小时,防止物料在管道或滤室内堆积堵塞。
结合过滤面积:过滤面积大的压滤机,可适当提高进料速度,以充分利用过滤面积,提高过滤效率。例如,过滤面积为 100 平方米的隔膜压滤机,进料速度可在 40-60 立方米 / 小时。过滤面积小的压滤机,则需要降低进料速度,如过滤面积为 50 平方米的压滤机,进料速度宜控制在 20-30 立方米 / 小时。
遵循设备运行状态:设备刚开始运行时,进料速度要慢,使物料均匀地分布在滤室内,让滤布能够逐渐适应物料的过滤。当设备运行稳定后,可根据过滤效果和压力情况,适当提高进料速度。若发现滤液流出速度变慢或过滤压力上升较快,说明进料速度可能过快,需要及时降低。
利用自动化控制系统:采用..的自动化控制系统,根据预设的压力、流量等参数,自动调节进料泵的转速或阀门的开度,实现进料速度的..控制。例如,通过安装流量传感器,实时监测进料流量,当流量超过设定值时,系统自动降低进料泵的频率,减少进料量。





